
I want to make a review on plc-dev website that contains some posts that i think they are really helpful and complete for PLC programmers.
The website has 3 main sections for the 2 most used marks of PLC, Siemens and Allen Bradley, and a talk about Modbus protocol, one of the most used protocols and a protocol that is supported from all PLCs:
Allen Bradley
Even if I think that the best blog to learn Allen Bradley programming (and ladder in general) is Nearly In Control with his RsLogix 5000 tutorial, PLC DEV contains a mass of documentation about Allen Bradley and their products.
Some useful post for starters are:
- Learn Ladder Logic with a Free Version of RSLogix 500 and RSEmulator 500
- RsLogix 5000 tips and tricks
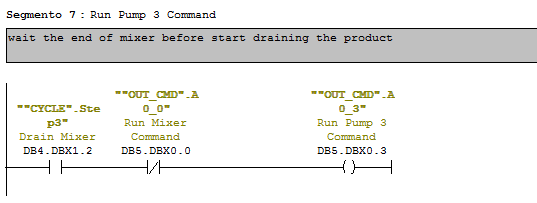
Siemens
The section of Siemens programming is really helpful.
The pain of Siemens PLC is AWL / STL language of programming, both for programmers than for "readers" of programs.
Also this section contains some useful article that resume how to connect, upload and download programs with Step7 (not the best User Interface in the world as you already know), a quick reference for Siemens Libraries (OB, FC, FB, SFC, SFB), and it contains also some useful information about AWL/STL language and addressing.
The parts that i found more useful are:
- Step 7 connecting, downloading, uploading
- S7 Library Functions
- Step 7 Elementary Data Types
- Symbol Table Allowed Addresses and Data Types
- Siemens S7 Indirect Addressing
- AWL - STL quick documentation to read / write programs
Modbus
Modbus protocol is a very common protocol that every device support.
This section explain what is a Modbus (RTU, TCP, Modbus +), the electrical wiring (RS 232, 422, 485, Ethernet) and it solves many doubts about the difference between Protocol and Networks.
Modbus FAQ












{kind=link}